�����a(b��)�����ɹ������ƶ���
�l(f��)���r�g��2021-04-01 �g�[
��
�����a(b��)�����ɹܵ����ƶ��ɡ�����ߴ��^С����������һ���ܟ���������ߴ�Ŀ����Ã��������ӟ���
�����a(b��)�����A(y��)����ֵ�ļ��g(sh��)Ӌ(j��)�㷽��Ҫ���b�ضȵ����O(sh��)Ӌ(j��)�ض����������?y��n)�h(hu��n)���ضȕ�Ӱ푹ܵ��ğ���Û�����տs�����������b�ضȸ����O(sh��)Ӌ(j��)�ض������(d��ng)�ܵ��İ��b�ضȽ����O(sh��)Ӌ(j��)�ضȕr�����a(ch��n)���տs׃�����ʹ�����a(b��)�����a(ch��n)��һ���L�ȵ����죬����Ӌ(j��)��Û���������O(sh��)Ӌ(j��)��������ֵ�������������b�ضȵ����O(sh��)Ӌ(j��)�ض������(d��ng)�ܵ��İ��b�ض��������O(sh��)Ӌ(j��)�ضȕr�����a(ch��n)������Û����ʹ�����a(b��)�����a(ch��n)��һ�����x�ĉ��s�����(d��o)���O(sh��)Ӌ(j��)������ֵ�����係��Û�������O(sh��)Ӌ(j��)����(sh��)�����������a(b��)��������Ӌ(j��)��Û������(y��ng)���^�O(sh��)Ӌ(j��)��������ֵ�������t�a(b��)�������a(b��)�����������O(sh��)Ӌ(j��)���a(b��)������������(d��o)�¹̶�֧�ܻ�ܵ��p������������Ǟ��˲����M(f��i)�a(b��)�������a(b��)������������Ӌ(j��)���L��Ҳ�����h(yu��n)С���O(sh��)Ӌ(j��)��������ֵ������
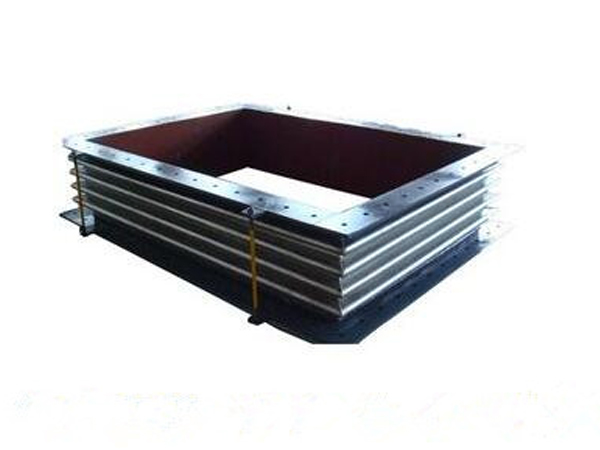
�a(b��)���������r��픲��������������픲��ù��ӟ����������ڲ��ô��ڡ�������g(sh��)���䏝�͟Ꮭ�ɷN����
�䏝����䓹ܵ��䏝����ƽ�_�ϲ����քӏ�����ʽ���ܙC(j��)�M(j��n)�����������ܙC(j��)��̥Ĥ��(y��ng)�c䓹ܵ��⏽�͏����돽��ƥ������Ï��ܙC(j��)��(y��ng)��Ҏ(gu��)���Ƕȶ�3��-5�㡣
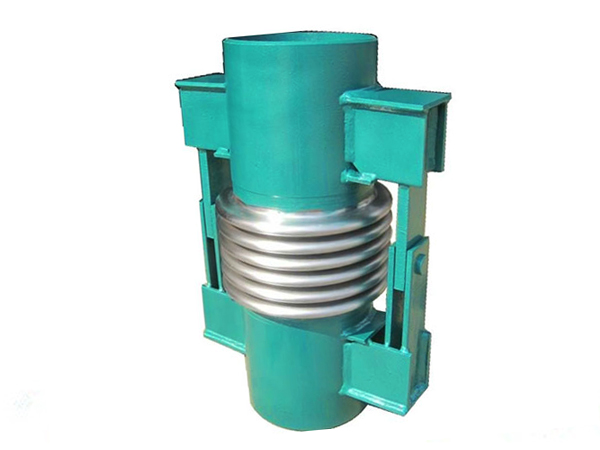
�Ꮭ����䓹��ڼӟ��B(t��i)�����Q��Ꮭ������Ꮭ�֞�o�ް����ɰ���ܺ����ް����ɰ�����������λ؏�ʽ�a(b��)����ͨ�����ßo�ް����ɰ�����������Ҫ����������������ɰ�����ӟ�����������������s�͟�̎���ȹ�������?q��)����ܵ��|(zh��)�����P(gu��n)��Ҫ����횰���ˇ����Ҏ(gu��)���Ќ�(sh��)�M(j��n)�����
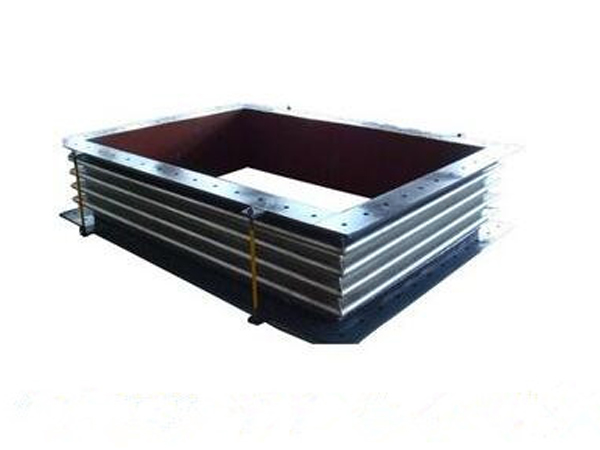
�����a(b��)����������ɺ����о��ߴ瑪(y��ng)���Ϙ�(bi��o)��(zh��n)ϵ�����гߴ�Ҫ������䏝��̎�ܱڱ��治�����Ѽy�����ٌ������^���ȱ��������������a(b��)�����ă�(y��u)�c(di��n)�Ǽӹ������������b�^�̷�������o�轛(j��ng)���S�o(h��)����(j��ng)��(j��)�Ժ��������ԓ�a(b��)�����a(b��)�����������ռ�ÿ��g�����w�ֲ���������������͉����pʧ��







{kind=link}